Small-MOQ Custom Pins in 2026: RFQ-to-Bulk Without Costly Mistakes
Confirm that a small run makes financial sense
The most expensive 100-piece pin order is often the one that should have been a printed badge, woven patch, sticker pack, or digital pre-sale test. Small-MOQ buyers usually fixate on unit price, but the economics are driven by non-recurring setup: die or mold making, plating setup, Pantone color prep, post soldering, card insertion, and hand packing. A 100-piece order with six enamel fills, sandblasted background, two posts, custom backer card, and barcode label can consume 70 to 90 percent of the engineering and handling effort of a 500-piece order.
In 2026, a realistic factory MOQ for standard custom metal pins remains 50 to 100 pieces per design for straightforward builds. The strongest cost break usually appears at 200 to 300 pieces, when tooling and setup are spread across more units and labor losses from hand assembly matter less. As a working benchmark, a 30 mm die-struck iron soft enamel pin at 100 pieces commonly quotes at USD 1.00 to 1.80 FOB China; the same build at 300 pieces often lands at USD 0.62 to 1.05 FOB, and at 500 pieces at USD 0.52 to 0.90 FOB. Typical adders are USD 0.06 to 0.18 for a second post, USD 0.03 to 0.10 for individual polybagging, USD 0.05 to 0.18 for printed card insertion, and USD 0.10 to 0.35 for premium plating or special effects such as glitter or translucent fill.
Small runs are commercially justified when they answer a real business question: retail sell-through, event demand with a fixed date, employee-recognition uptake, or a test of packaging and merchandising before committing to 1,000 pieces or more. They make less sense when the final requirement is already known and procurement is only waiting on internal approval. In that case, the pilot duplicates proofing, sample approval, and setup cost while increasing the chance that the first run and the eventual bulk run do not match.
A practical test is simple: compare the all-in pilot cost to the value of the learning. If the first 100 pieces will validate price point, display fit, or design response, the pilot is doing real work. If the design is already locked and the only uncertainty is timing, the pilot usually adds cost without reducing risk.
Write an RFQ that leaves little to interpret
Low-volume pin programs go wrong early when the RFQ is just artwork plus a request for the cheapest option. At 50 to 300 pieces, every missing detail becomes a factory assumption, and each assumption can reappear as a tooling revision, sample delay, or unexpected upcharge. A useful RFQ defines the build so suppliers compete on the same specification rather than on different interpretations.
At minimum, specify finished size in millimeters, target thickness, base metal, process, plating, number of enamel colors, attachment type, backing type, packaging, quantity by design, and shipping term. A clear example is: 32.0 mm wide x 28.0 mm high, 1.5 mm base thickness, die-struck iron, soft enamel, black nickel plating, four Pantone colors, one 8 mm butterfly clutch, one centered post, individual polybag, 200 pieces, FOB Shenzhen. If you want a heavier feel, call out 1.8 mm or 2.0 mm thickness explicitly. That changes rigidity, strike depth, part weight, and sometimes tooling life.
Artwork limits matter more at small MOQ because there is less room for repeated revision loops. For stamped soft enamel, keep minimum raised metal line width at 0.20 to 0.25 mm, minimum recessed color gap at 0.25 mm, and minimum backstamp text height around 1.0 to 1.2 mm depending on font and plating. For screen-printed details, 0.15 to 0.20 mm is often possible, but registration becomes less stable on small shapes and over curved surfaces. If the artwork includes gradients, photographic detail, or text below roughly 5 pt equivalent at final size, a printed epoxy pin is usually more reliable than forcing the design into metal walls that are too fine to fill cleanly.
- State whether tooling is included in unit price or billed separately
- Specify dimensional tolerance, commonly plus or minus 0.15 mm on key size and plus or minus 0.10 mm on thickness
- Set post-placement tolerance, typically plus or minus 1.0 mm
- Define color standard, such as visual match to Pantone under D65 lighting within the approved sample range
- Name the plating exactly: bright gold, imitation gold, nickel, black nickel, antique silver, dyed black, or matte silver
- Confirm approval method: artwork proof only, sample photos, physical sample, or retained golden sample
If the pins are for resale, include packaging in the RFQ from the start. A custom 350 gsm or 400 gsm backer card with one-side CMYK print, euro slot, and barcode label changes labor content and can add USD 0.05 to 0.18 per piece depending on print quantity and insertion method. Leaving packaging vague is one of the main reasons an attractive first quote turns into a higher landed cost at PO stage.
Choose the manufacturing process for the use case, not the mood board
At small volume, the right process is usually the one that gets the required look with the fewest expensive operations. Buyers often over-spec hard enamel, glitter, cutouts, translucent colors, screen print, and luxury packaging on a 100-piece order, then wonder why the quote resembles a premium 1,000-piece program. On low-volume jobs, deleting one process step often protects margin more than negotiating five cents off the unit price.
For most logo, event, and promotional pins, die-struck iron with soft enamel remains the value baseline. It has moderate tooling cost, broad plating options, and good performance on simple outlines. Zinc alloy is a better choice when the silhouette is irregular, when there are large interior cutouts, or when the design needs 3D relief; casting handles complex geometry better than stamping. Brass is usually the cleaner option for fine lines and a crisper strike, but the higher raw material cost only pays back when appearance supports a higher retail price or tighter brand presentation.
| Build option | Best use at small MOQ | Typical MOQ | 30 mm FOB at 100 pcs | Typical lead time |
|---|---|---|---|---|
| Stamped iron soft enamel | General logo pins, standard promo use, simple outlines | 50-100 pcs | USD 1.00-1.80 | 10-16 days |
| Stamped brass imitation hard enamel | Sharper lines, smoother face, gift-shop or premium resale | 100 pcs | USD 1.45-2.50 | 12-18 days |
| Zinc alloy soft enamel | Irregular shapes, inner cutouts, relief details | 100 pcs | USD 1.20-2.20 | 12-18 days |
| Printed epoxy pin | Gradients, tiny details, artwork without metal borders | 50-100 pcs | USD 0.80-1.55 | 8-14 days |
| Die-struck without color | Military-style, recognition, antique finishes | 50-100 pcs | USD 0.90-1.60 | 10-15 days |
A concrete example helps. A 30 mm souvenir pin for a museum shop, sold at USD 9.99 to 14.99, may justify brass imitation hard enamel, antique gold plating, two posts, and a printed backer card because presentation affects sell-through and return rates. The same construction is usually overbuilt for a conference giveaway where the pin is free and worn once. Process choice should follow the margin model and usage pattern, not personal preference.
Normalize supplier quotes before comparing prices
The cheapest first quote is often the most expensive project by ship date because suppliers include different cost elements. One factory may bundle tooling and export carton but exclude card insertion; another may quote a low unit price and later add plating surcharges, sample fees, or packaging labor. Small buyers need a normalized quote sheet before deciding.
Break every quotation into tooling, unit price, sample cost, packaging labor, and freight term. For basic stamped pins, tooling is commonly USD 45 to 90 per design. For zinc alloy molds, USD 80 to 150 is more typical, especially with cutouts or 3D relief. Pre-production samples are often charged at USD 25 to 60 and may be credited against the bulk order if the project proceeds. If that credit matters, require it in writing on the quote or pro forma invoice.
Ask for quantity breaks on the same build, usually 100, 300, and 500 pieces. This shows the setup-cost curve and answers a more useful question than who has the cheapest 100-piece price: does the drop at 300 pieces justify holding extra inventory? For many simple 30 mm pins, moving from 100 to 300 pieces cuts unit cost by 25 to 40 percent, which usually has a bigger impact than negotiating a small tooling discount.
Operational signals matter as much as price. A capable supplier flags risks before production, such as metal lines that are too thin, backstamp text that is too small, or a single post that may let the pin rotate on fabric. Better quotations also include estimated unit weight, master carton count, and lead time by stage rather than a vague all-in promise. A factory that says yes to every effect at every quantity without technical comments is often pushing the problem into the sample stage.
Use sampling to set the real production standard
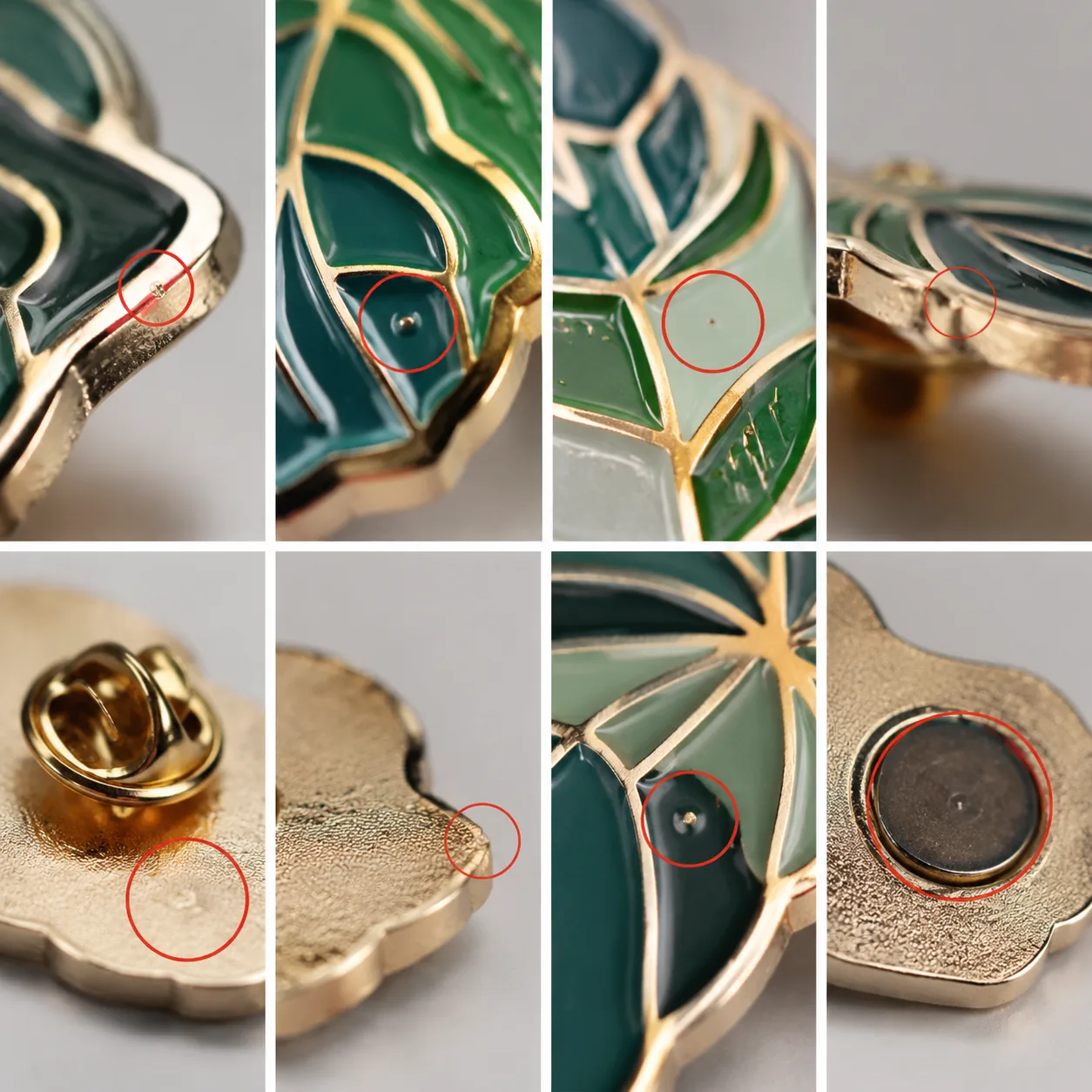
A pre-production sample is not just a visual check. On a small run, it is where the theoretical design meets production reality: whether the die actually holds the line detail, whether plating builds evenly on edges and recesses, whether the post is straight, and whether packaging scratches the finish. If the sample is approved loosely, bulk production will also be loose.
Request a physical sample when the order includes strict brand colors, unusual plating, fine text, moving parts, magnets, spinner elements, or custom packaging. Photo-only approval can work for a simple one-color logo pin, but the photo set should still show the front, back, side profile, post position, clutch, and final packaging. If the item is intended for resale or repeat orders, keep one approved sample as the golden sample for future comparisons.
Measure the sample rather than approving on appearance alone. Use a caliper to verify width, height, and body thickness. Use a scale to compare actual weight against the quote; a large variance can indicate reduced thickness or less metal fill than expected. For a 1.5 mm body, a practical acceptance target is plus or minus 0.15 mm on key dimensions, plus or minus 0.10 mm on thickness, and plus or minus 1.0 mm on post placement. For liquid enamel, slight batch variation is normal, but all bulk pieces should remain visually consistent with the approved sample under standard office or daylight-equivalent viewing.
If you need formal quality language, define AQL before production starts. For decorative metal pins, a common standard is AQL 2.5 for major defects and AQL 4.0 for minor defects. Major defects usually include missing attachment, exposed base metal on visible front surfaces, incorrect plating finish, wrong color field, severe deformation, or a broken clasp. Minor defects typically include tiny dust points in enamel, slight polish inconsistency on the back, or packaging orientation issues that do not affect function.
Control production with a few measurable checkpoints
After sample approval, many buyers relax because the order is small. That is when drift starts. Small runs are often produced alongside other mixed orders, which increases the risk of plating-shade variation, attachment misplacement, or packing mix-ups if the documentation is weak. The fix is not more meetings; it is a tighter approval sheet.
Use a one-page bulk approval sheet that repeats the final production truth in one place: item code, artwork revision, finished dimensions, thickness, metal, plating, Pantone references, attachment type, backing type, packaging method, carton spec, and inspection standard. Avoid phrases such as premium quality or showroom finish. Replace them with measurable requirements: no exposed base metal on front-facing surfaces, clean enamel fill without overflow beyond metal borders, post soldered straight, and backing card inserted with the design facing front and centered within plus or minus 3 mm.
Plating on decorative pins is cosmetic rather than a true corrosion-engineered coating, but it still needs consistency. A typical decorative plating thickness may be in the low micron range and is primarily for appearance, not long-term abrasion resistance. If product will sit in inventory for months or ship through humid climates, ask for anti-tarnish bagging or desiccant-packed inner bags. That is inexpensive protection for black nickel, imitation gold, and antique finishes that can dull or spot if stored poorly.
Packing details deserve the same discipline because manual labor rises quickly on low-MOQ orders. A common export configuration is one piece per polybag, 50 to 100 pieces per inner bag, then master cartons around 45 x 30 x 25 cm depending on quantity and packaging. Card insertion, barcode labeling, and orientation control commonly add USD 0.03 to 0.12 per piece. That cost is reasonable when retail presentation matters, but it should be explicit before the purchase order is approved.
Build the timeline from process steps, not optimistic promises
Low quantity does not automatically mean short lead time. A 100-piece order still requires proofing, tool making, first strike or casting test, polishing, plating, coloring, curing or baking, attachment soldering, inspection, and packing. The critical path is defined by process sequence and revision count, not by piece count alone.
For a straightforward custom pin order in 2026, artwork proofing typically takes 1 to 3 days, tooling 2 to 4 days, pre-production sample 3 to 7 days, and bulk production after sample approval another 7 to 12 days. That puts many realistic ex-factory schedules at 13 to 23 calendar days. Door-to-port planning is often 14 to 24 days once normal coordination is included. If the order adds custom cards, mixed SKUs, magnetic backs, chains, or individual barcode labels, add 2 to 5 days because hand assembly and final inspection become the bottleneck.
Rush service exists, but the hidden cost is often quality risk rather than only a surcharge. Compressed schedules leave less time for color correction, increase the chance of mixed plating shade between lots, and weaken packaging control at the end of the line. If the event date is fixed, the safest schedule protection is to freeze artwork early, simplify effects, and avoid design changes after tooling starts. Losing four days to one preventable sample revision is more common than recovering four days through paid rush handling.
Run a disciplined 2026 buying process from RFQ to reorder
Start by deciding whether the order is a true pilot or just a delayed bulk program. If it is a pilot, simplify the build so the test measures demand rather than manufacturing complexity. If it is the first tranche of a repeat program, treat the first order as the production standard and document it accordingly.
Then send one disciplined RFQ to two or three qualified factories, not ten vague inquiries. Ask each supplier to quote the same construction at 100, 300, and 500 pieces, with separate lines for tooling, sample cost, packaging labor, and shipping term. A clean RFQ usually reveals more in 48 hours than a broad sourcing exercise reveals in two weeks.
Finally, store the approved artwork, quote, sample photos, dimensions, weight record, packaging reference, carton spec, and AQL standard in one internal file. That basic documentation habit prevents the most common small-MOQ problem: a reorder that looks close enough on paper but arrives different in plating shade, post placement, or packaging execution.
Have a project? Send your artwork and target quantity and we’ll reply with a detailed quotation within 12 working hours.
Ready to get this made?
Send your sketch, target quantity and ship-date. Detailed quotation in 12 hours.



