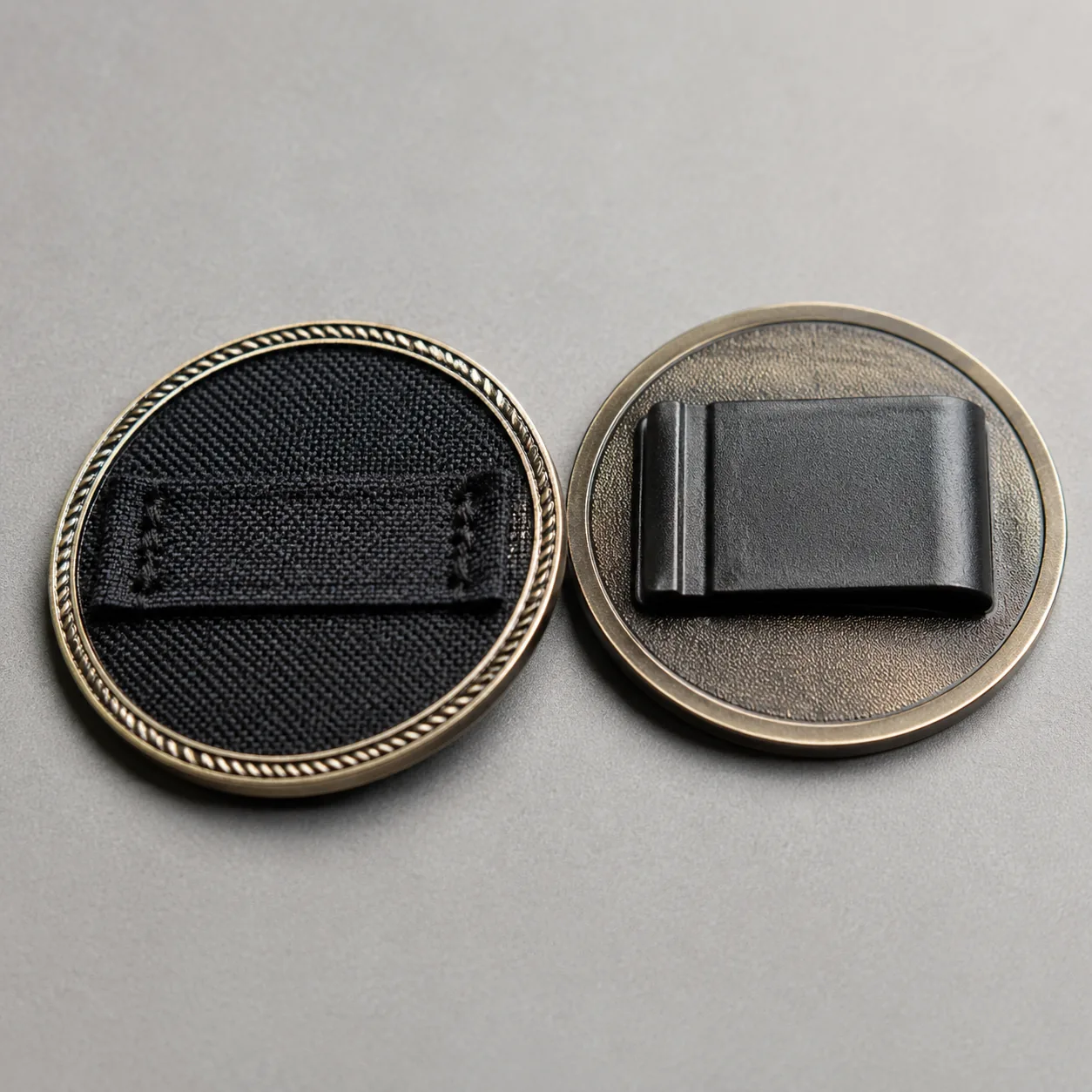
Sew-On vs Iron-On Patch Backing: Buyer Spec Comparison
Backing Choice Is an Application Risk, Not a Style Detail
A patch can look approved on a desk sample and still fail after garment application. Artwork, thread colors, merrow border, shape, and packing may all match the brief, but the backing can be unsuitable for the fabric, wash cycle, or attachment process. This is common on staff uniforms, scout badges, school blazers, retail cap patches, tactical morale patches, work jackets, and event merchandise because each product sees different heat, flexing, abrasion, and laundering.
The practical decision is between mechanical attachment and adhesive attachment. Sew-on backing relies on stitching through the patch and garment. It takes more application labor but is more tolerant of coated textiles, mixed fabrics, repeated washing, and rough handling. Iron-on backing uses a hot-melt adhesive film laminated to the reverse side. It is faster for retail and DIY use, but bond strength depends on press temperature, dwell time, pressure, fabric surface energy, texture, cooling time, and post-wash drying conditions.
For B2B buyers, the question is not which backing is always stronger. The question is which risk you can control. If a garment factory, embroidery shop, or uniform supplier controls application, sew-on is predictable and easy to audit. If patches are sold loose to consumers, iron-on improves convenience but adds uncertainty because the final fabric and tool are outside the supplier’s control. The RFQ should state the garment fabric, target wash life, attachment method, packaging format, and acceptance test before any price comparison.
RFQ Specification Table
Use these ranges as a quoting baseline for embroidered and woven patches. Final pricing varies by size, stitch density, thread coverage, number of colors, backing film, border type, shape complexity, inspection level, packing, and order quantity.
| Spec Item | Sew-On Backing | Iron-On Heat-Seal Backing |
|---|---|---|
| Best use case | Uniforms, workwear, jackets, caps, bags, outdoor gear, and repeated-wash programs | Retail patch packs, DIY use, event merch, school activities, cotton hoodies, and low-to-moderate wash items |
| Typical size range | 50 to 120 mm wide; larger patches workable if the sewing path is planned | 45 to 100 mm preferred; above 100 mm needs flat panels and controlled press pressure |
| Backing construction | Twill, felt, or nonwoven rear stabilizer; no adhesive unless heat-tack is specified | Hot-melt adhesive film laminated to rear, commonly 80 to 160 microns |
| Recommended edge | Merrow border 3 to 4 mm, satin edge, or laser-cut edge with 1.5 to 2.5 mm stitchable margin | Merrow border 3 to 4 mm or heat-cut edge; adhesive set back 0.5 to 1.0 mm to reduce bleed |
| Application method | Lockstitch, zigzag, or hand stitch, normally 2 to 3 mm from outer edge | Heat press at 150 to 165 C for 12 to 18 seconds; no steam; full cooling before peel test |
| Pressure requirement | Not critical if thread tension, stitch length, and seam path are correct | Medium-firm pressure, typically 0.3 to 0.5 MPa on flat cotton or cotton-rich panels |
| Expected wash durability | High; 30+ domestic washes is realistic with polyester thread and correct stitching | Moderate; 5 to 15 domestic washes is common, depending on fabric, pressure, and drying method |
| Fabric compatibility | Cotton, denim, canvas, polyester, wool blends, nylon bags, caps, coated items if needle holes are acceptable | Best on cotton and cotton-rich fabric; risky on nylon, PU, DWR, fleece pile, silicone finishes, and high-stretch knits |
| Patch thickness | Approx. 1.2 to 2.5 mm for common embroidered or woven patches | Approx. 1.3 to 2.7 mm because adhesive film adds thickness |
| FOB price guide at 500 pcs, 75 mm embroidered patch | Approx. USD 0.35 to 0.85 for standard embroidery, merrow border, and up to 75% coverage | Approx. USD 0.37 to 0.93; adhesive usually adds USD 0.02 to 0.08 per piece |
| MOQ tiers | 100 pcs possible; better pricing at 300, 500, and 1,000 pcs | 100 pcs possible; 300 to 500 pcs recommended because lamination setup is similar |
| Lead time after artwork approval | 7 to 12 days for 100 to 1,000 pcs; 12 to 18 days for dense embroidery or complex shapes | 8 to 14 days for 100 to 1,000 pcs; lamination and press testing add 1 to 2 days |
| Dimensional tolerance | ±1.0 mm under 80 mm; ±1.5 mm above 80 mm unless tighter tolerance is approved | Same patch tolerance, plus adhesive film setback tolerance of ±0.5 mm |
| QC focus | Border alignment, loose threads, puckering, flatness, rear cleanliness, stitchable margin | Adhesive coverage, film thickness, edge bleed, corner lifting, peel test, buyer-fabric press test |
| Avoid when | End users cannot sew and patches are sold as DIY merchandise | Fabric cannot take heat, garment is industrially laundered, or the patch must survive heavy abrasion |
The table shows the commercial trade-off. Sew-on transfers risk to stitching quality and operator consistency. Iron-on transfers risk to heat application and fabric chemistry. A low unit price does not help if 3 percent of finished garments need rework because the backing was not matched to the use case.
Durability, Wash, and Peel Performance
Sew-on patches are the safer default for uniforms, work jackets, club vests, school blazers, bags, and outdoor gear. A lockstitch or narrow zigzag placed 2 to 3 mm from the patch edge holds through flexing and laundering better than adhesive alone. Common thread choices are polyester 75D/2 or 120D/2, with stitch spacing around 2.5 to 3.5 mm. For high-wear garments, specify backstitching or bar tack reinforcement at start and end points so the perimeter seam does not unravel.
Iron-on backing can perform well on flat cotton, denim, canvas, and cotton-poly fleece when applied with a controlled heat press. The minimum useful test is not immediate bond after pressing; it is whether the edges remain bonded after cooling, flexing, and washing. A practical acceptance requirement is no corner lift above 2 mm after one 40 C domestic wash and air dry on the nominated fabric. For uniform or club programs, test three wash cycles before bulk release. For retail merchandise, state that wash durability depends on fabric and application method.
Avoid adhesive-only attachment for industrial laundry, high-heat tumble drying, waterproof shells, heavy-duty workwear, high-stretch sportswear, and garments with DWR, silicone, PU, waxed, or low-surface-energy finishes. Hot-melt adhesive can soften, embrittle, or fail to wet the fabric surface. If the buyer needs easy positioning plus long-term strength, specify iron-on plus perimeter stitching. The adhesive holds placement during sewing, while the thread carries the wash and abrasion load.
Application Control and Production Speed
Iron-on backing is faster only when the application environment is controlled. On a flat cotton chest panel, an operator can position and press a patch in about 20 to 30 seconds, excluding handling, cooling, and inspection. On caps, sleeves, padded jackets, pocket flaps, seams, and curved panels, pressure may not distribute evenly. The common failure mode is corner lift or poor bonding under thick merrow edges because the platen does not contact the full patch surface.
For factory application, specify a heat-press process instead of writing only “iron-on.” A workable starting point is 155 C for 15 seconds at medium-firm pressure, no steam, followed by full cooling before peel or flex testing. Some programs add a reverse-side press for 8 to 10 seconds if the garment tolerates it. Household irons are less reliable because pressure is uneven and temperature can swing widely, so retail instructions should warn that results vary by fabric and tool.
Sew-on application is slower but easier to audit. Factories can use a placement jig, matching or contrast thread, defined stitch type, and visual seam inspection. For a 1,000-piece uniform program, sewing labor may still be cheaper than managing adhesive complaints, replacement patches, or damaged garments. If placement accuracy is critical, a light heat-tack layer can be used only for positioning before sewing, but the PO should classify the item as sew-on plus heat-tack, not adhesive-only.
Cost, MOQ, and Lead-Time Benchmarks
For a 75 mm embroidered patch with up to 75 percent thread coverage, six standard thread colors, merrow border, and loose bulk packing, typical FOB China pricing at 500 pcs ranges from about USD 0.35 to 0.85 for sew-on backing. Iron-on film normally adds USD 0.02 to 0.08 per patch at that size. For 100 to 120 mm patches, dense fill, metallic thread, chenille effects, laser-cut shapes, or retail packing, both the unit price and backing surcharge increase because material area, lamination time, and inspection time increase.
MOQ is usually flexible for simple embroidered or woven patches. A practical tier structure is 100 pcs for sampling or small campaigns, 300 pcs for better setup absorption, 500 pcs for stable commercial pricing, and 1,000 pcs plus for stronger unit economics. Complex chenille, PVC, multi-layer embroidery, mixed designs, or individually packed retail cards often start more realistically at 300 pcs because setup and QC time are higher.
Lead time should be counted from final artwork and sample approval, not from the first inquiry. A normal schedule is 2 to 4 days for digitizing and pre-production sample, 7 to 12 days for 100 to 1,000 pcs bulk sew-on production, and 8 to 14 days for comparable iron-on production because adhesive lamination and press testing add about 1 to 2 days. Add 2 to 5 days for retail cards, barcode labels, polybagging, mixed-SKU sorting, or carton relabeling.
Compare total applied cost, not only patch unit price. A cheaper iron-on patch can become expensive if 3 to 5 percent of garments need rework, return handling, or replacement. For uniforms, calculate patch price, sewing or pressing labor, rejected garments, spare patches, freight, and service time. For retail, calculate instruction cards, consumer complaints, replacements, and the risk of buyers applying patches to unsuitable fabrics.
Fabric and Design Constraints
Cotton twill, denim, canvas, and cotton-rich fleece are the easiest substrates for both backing types. Polyester uniform fabric may accept heat-seal backing, but the buyer must confirm maximum safe press temperature to avoid shine marks, scorch, or distortion. Nylon, PU-coated fabric, waterproof shells, brushed fleece pile, softshell with DWR, silicone-treated fabric, and stretch knits are high-risk for iron-on adhesive because the adhesive cannot wet the surface evenly or the garment cannot tolerate the required heat.
Sew-on backing handles difficult fabrics better, but it introduces needle holes and seam stress. For lightweight garments below about 150 gsm, specify a softer patch construction, reduced stitch density where possible, and a stitch path that avoids creating a stiff stress rectangle. On waterproof garments, every needle hole can compromise the membrane, so the buyer must decide whether sewing durability is worth the loss of water resistance.
Patch design should support the backing. For sew-on patches, keep important artwork at least 2 mm inside the intended stitch path and avoid narrow points that are hard to sew cleanly. For iron-on patches, avoid oversized shapes with thin arms, sharp tips, or heavy merrow borders on uneven fabric because these areas lift first. Adhesive film should sit inside the outer edge by 0.5 to 1.0 mm to reduce glue bleed after pressing.
QC Checklist Before Bulk Release
Backing must be approved at pre-production sample stage. For sew-on patches, inspect border regularity, flatness, rear stabilizer cleanliness, stitchable margin, and whether the patch can be sewn without distorting the artwork. For iron-on patches, inspect adhesive coverage, film thickness, corner bonding, edge bleed, adhesive contamination on the face, and peel resistance after cooling.
A practical inspection plan is AQL 2.5 for major defects and AQL 4.0 for minor defects, with critical defects rejected. Critical defects include wrong backing, wrong artwork, wrong size that prevents application, unsafe contamination, or adhesive on the patch face. Major defects include missing adhesive over large areas, edge lift after the agreed press test, border unraveling, backing film thickness outside tolerance, and size outside specification. Minor defects include short thread tails, slight rear wrinkles, or tiny rear adhesive specks that do not affect bonding.
- Approve one golden sample showing exact size, backing, border, thread colors, rear finish, and packing method.
- State patch size tolerance: ±1.0 mm under 80 mm and ±1.5 mm above 80 mm unless a tighter limit is confirmed.
- For iron-on patches, specify adhesive film thickness, usually 80 to 160 microns, and film setback of 0.5 to 1.0 mm from the edge.
- Require a press test on the buyer’s fabric, or document the substitute fabric composition, weight, finish, and safe pressing temperature.
- For sew-on patches, confirm stitch margin, stitch type, thread color, and whether patches ship loose or pre-positioned.
- Use AQL 2.5 major and AQL 4.0 minor inspection unless the program requires a stricter sampling plan.
- Request bulk photos showing front, back, packed units, carton labels, and random inspection samples before shipment.
Packing can also affect backing quality. Adhesive-backed patches should not be crushed or stored in hot, compressed cartons. Use inner polybags of 50 or 100 pcs where practical, keep carton gross weight around 10 to 14 kg, and avoid placing heavy goods on top of heat-seal patches during consolidation.
Decision Rule and RFQ Example
Choose sew-on backing when the patch must survive repeated washing, outdoor use, professional laundering, abrasion, or uncertain garment fabrics. It is the better default for uniforms, workwear, premium jackets, bags, and orders where replacement garments are expensive. The trade-off is application labor, so it works best when a factory, embroidery shop, or uniform supplier controls sewing.
Choose iron-on backing when convenience and speed matter more than maximum durability. It suits retail patch packs, event merchandise, school activities, hobby clubs, and cotton-rich garments with moderate wash expectations. The buyer should provide realistic instructions: no steam, test fabric first, avoid nylon and coated fabrics, press at the stated temperature, allow full cooling, and sew if long-term durability is required.
Choose combined iron-on plus sew-on when placement accuracy matters and durability cannot be compromised. This option is common for uniform suppliers because operators can heat-tack the patch in the exact position before sewing around the edge. It adds a small backing cost but reduces placement variation and prevents patch movement during sewing.
A complete RFQ should read like a production specification: 80 mm embroidered patch, 75 percent thread coverage, six thread colors, merrow border, iron-on backing 100 to 120 microns, adhesive set back 0.5 to 1.0 mm, for 280 gsm cotton-poly hoodie, heat press at 155 C for 15 seconds, no steam, no corner lift above 2 mm after one 40 C wash, 500 pcs FOB, each in OPP bag with instruction card, quote tiers at 100, 300, 500, and 1,000 pcs. That detail lets the factory quote the real product, test the real risk, and avoid changing backing after bulk production has started.
Have a project? Send your artwork and target quantity and we’ll reply with a detailed quotation within 12 working hours.
Ready to get this made?
Send your sketch, target quantity and ship-date. Detailed quotation in 12 hours.



