Patch Backing Specs: Sew-On, Iron-On, Hook-and-Loop
Why Patch Backings Fail in Production
Most patch failures are not caused by poor embroidery or weak artwork conversion. They happen because the backing was specified too loosely. A woven patch can look perfect in a photo and still curl after heat pressing. An iron-on badge can peel from a water-repellent nylon jacket. A hook-backed patch can feel too stiff on a cap panel. RFQ phrases such as “Velcro backing” or “iron-on patch” are not enough for production because they omit adhesive grade, film thickness, heat settings, hook color, backing inset, peel standard and garment substrate.
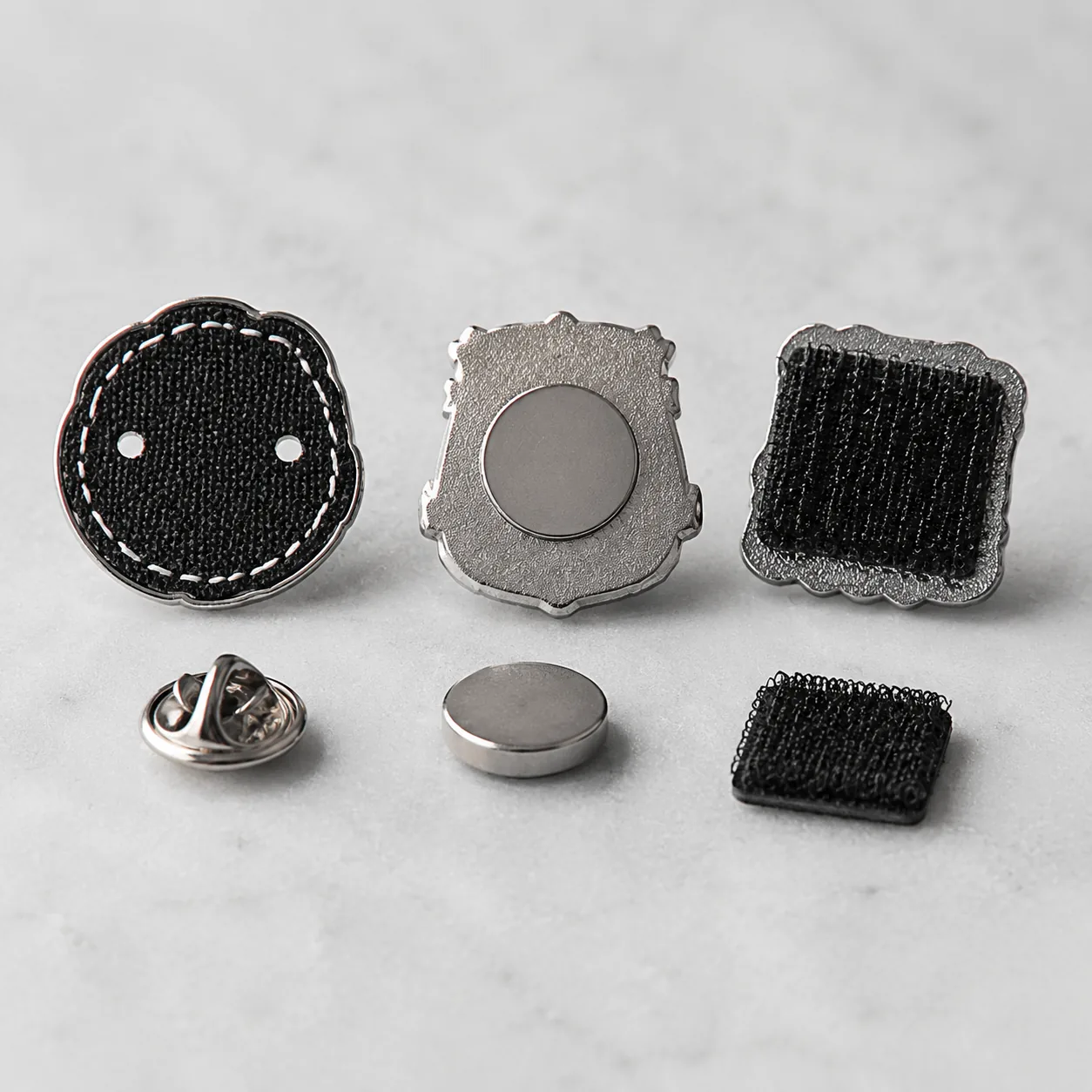
Treat the backing line as a functional component, not a decorative finish. The same 75 mm police shield may need sew-on backing for wool uniforms, hook backing for tactical vests, iron-on film for retail packaging and pressure-sensitive adhesive for temporary display cards. Those are four different SKUs from a manufacturing and QC standpoint, even if the front artwork is identical.
A useful patch spec locks the front construction first, then defines the reverse side by application. The working ranges below reflect common factory practice for embroidered, woven, chenille and PVC patches. They should be adjusted for final garment fabric, laundering method and the buyer’s acceptable failure rate.
1. Define Patch Body, Size and Border Before Backing
Backing performance depends on the patch body. A 90 mm embroidered badge with a merrowed edge has more stiffness and edge thickness than a 45 mm woven label with a laser-cut edge. Before choosing sew-on, iron-on or hook-and-loop, confirm the patch type, finished size, edge method and expected thickness.
For embroidered patches, common bases are twill or felt with 50% to 100% thread coverage. Typical thickness before backing is 1.4-2.2 mm. A practical size tolerance is ±1.5 mm for patches under 100 mm and ±2.0 mm for larger patches. Woven patches are thinner, usually 0.6-1.0 mm before backing, and are better for small text; 1.2 mm letter height is often readable in woven construction, while embroidery normally needs about 4-5 mm letter height for clean definition.
PVC patches are molded rather than stitched. Typical finished thickness is 2.0-4.0 mm with Shore A hardness around 55-70. The backing is usually sewn through a molded channel, bonded to hook material or fitted with pressure-sensitive tape for non-washable use. Do not apply a standard fabric iron-on spec to PVC unless the PVC compound, adhesive and garment fabric have been tested together.
| Patch body | Typical finished size | Best backing choices | Avoid when |
|---|---|---|---|
| Embroidered twill | 50-120 mm | Sew-on, iron-on film, hook backing | Very small text below 4 mm or ultralight T-shirts with heavy hook backing |
| Woven patch | 25-90 mm | Heat-seal film, sew-on, light pressure adhesive | Thick merrow border when fine outline detail must stay sharp |
| Chenille patch | 80-250 mm | Sew-on, felt reverse, partial heat assist | Iron-on only for heavy varsity letters; stitching is normally required |
| PVC patch | 40-120 mm | Hook backing, molded sew groove, 3M-type tape for hard goods | Heat pressing onto garments without substrate and temperature validation |
2. Sew-On Backing: Sew Zone, Edge and Tolerance
Sew-on backing is the safest specification for repeated washing, outdoor use, heavy garments and unknown fabrics. It is also the lowest-risk option for coated nylon, polyester shells, waterproof fabrics, wool, leather, canvas bags and textured fleece. The cost shifts to sewing labor, but the attachment method is mechanically reliable and does not depend on a heat-activated bond.
A clear sew-on spec should state: no adhesive film, clean fabric reverse, finished size includes border, and sew zone width. For embroidered and woven patches, leave a flat stitch allowance of 2.0-3.0 mm inside the outer edge if the garment factory will machine stitch around the patch. For PVC, specify a recessed sew groove 1.2-1.8 mm wide and at least 0.8 mm deep so the needle path is controlled and the raised artwork is not punctured.
Merrowed borders add roughly 2.0-3.0 mm of visual border width and work best on circles, shields, squares and rectangles above 45 mm. Laser-cut or heat-cut edges are better for irregular woven shapes and small labels, but the edge must be sealed to prevent fraying. For bulk acceptance, use ±1.5 mm outline tolerance under 100 mm, ±2.0 mm above 100 mm, backing offset not applicable for plain sew-on, and no loose thread longer than 3 mm under AQL 2.5 for major defects.
- Specify finished patch size after border, not artwork size before border.
- State whether the garment factory needs a flat sew zone or a raised decorative border.
- Use sew-on for waterproof, coated or heat-sensitive fabrics unless bonding has been tested on the exact garment.
- For PVC, request a molded sew groove where the design allows it; avoid forcing stitches through raised relief.
- Approve one stitched garment sample for patches over 100 mm, patches over 8 g, curved cap panels or sleeve applications.
3. Iron-On Film: Microns, Heat Settings and Peel Target
Iron-on backing is practical for retail patches, school badges, scout-style patches and promotional kits where the user wants a simple application method. It should not be described as permanent on every fabric. The RFQ must define adhesive type, film thickness, press temperature, dwell time, pressure, cooling method and target fabric. Otherwise, two suppliers may quote visibly similar patches with different bonding performance.
For embroidered and woven patches, common heat-seal film thickness is 80-160 microns. A typical application window is 150-165°C for 12-18 seconds at medium pressure, around 0.3-0.5 MPa on a flat heat press when the machine reports pressure. Lower-temperature films in the 130-145°C range may be used for delicate polyester, sublimated sportswear or heat-sensitive trims, but bond strength is normally lower and garment testing becomes more important.
Set a measurable peel requirement. A practical factory check is no corner lift over 2 mm after cooling and after 24 hours of bonding. For wash testing, use 3-5 domestic cycles at 30-40°C, air dry, with no more than 5% edge lift. Industrial laundering, tumble drying at high heat, stretch fabrics, fleece pile, leather and water-repellent nylon should not be approved with iron-on only unless the buyer accepts a higher failure risk.
| Iron-on line item | Recommended RFQ wording | Typical production range |
|---|---|---|
| Adhesive film | Heat-seal film laminated edge-to-edge on full reverse | 80-160 microns |
| Application temperature | Buyer to test on final garment fabric before bulk approval | 130-165°C |
| Dwell time | Flat heat press; hand iron not used for production validation | 12-18 seconds |
| Pressure | Medium pressure; avoid seams, zippers and curved panels | 0.3-0.5 MPa where measurable |
| Peel check | No corner lift over 2 mm after cooling and 24-hour rest | Manual corner peel |
| Wash check | Domestic wash before garment launch | 3-5 cycles at 30-40°C |
4. Hook-and-Loop: Hook Type, Color, Inset and Stiffness
Hook-and-loop backing is used for tactical patches, removable name tapes, event staff identifiers, luggage patches and morale badges. The first question is whether the patch supplier provides hook only, loop only or a two-part hook plus loop set. In many uniform programs, the garment already has loop fabric sewn on, so the patch should be supplied with hook backing only. Supplying both sides increases cost, thickness and packing volume.
For embroidered and woven patches, hook backing usually adds 0.8-1.2 mm to total thickness. For PVC patches, hook material plus adhesive bonding usually adds 1.0-1.5 mm. Standard backing colors are black, white, dark navy, olive/army green, coyote/tan and gray. Custom-dyed hook-and-loop is technically possible but usually uneconomical below 3,000-5,000 pieces per color because of dye lot control and material waste.
Specify a backing inset of 0.5-1.0 mm from the patch edge so hook fibers do not show from the front or scratch the wearer. For small patches under 50 mm, full hook coverage is normal. For large patches above 120 mm, segmented hook panels or a 3-5 mm perimeter gap can reduce stiffness and improve drape. Orientation also matters: name tapes and shield patches should have consistent hook direction across all sizes so they remove evenly and do not twist.
- State hook only, loop only, or hook plus matching loop panel.
- Specify hook color and loop color separately; do not assume they match the border thread.
- Set hook inset at 0.5-1.0 mm unless the design requires edge-to-edge coverage.
- For removable name patches, control hook direction and position across size runs.
- For children’s products, avoid aggressive exposed hook edges that can scratch skin or snag knit fabric.
- For curved caps, test bend and wear comfort before approving full hook backing.
5. Pressure-Sensitive Adhesive: Temporary, Not Washable
Pressure-sensitive adhesive, often called sticker backing, is useful for temporary placement during sewing, one-day event badges, packaging inserts, display cards and patches applied to hard goods. It should not be sold as washable garment attachment. This layer provides convenience and initial tack, not long-term structural bonding.
A typical adhesive layer is 100-200 microns with a release paper or film liner. Light woven patches can adhere well to clean cardboard, glass, plastic packaging or smooth painted metal. On cotton, fleece, denim or textured fabric, initial tack may feel acceptable but edges can curl within hours, especially in humidity or under flexing.
The spec should state liner type, whether the liner is kiss-cut, and whether adhesive stops short of the border. For open shapes, sharp points or narrow tails under 3 mm, liners can be difficult to peel and may slow packing. Use pressure-sensitive adhesive for samples, retail display, temporary positioning before stitching or non-washable hard goods—not for uniforms that must survive laundering.
| Backing option | Typical MOQ per design | FOB add-on range | Lead-time impact |
|---|---|---|---|
| Plain sew-on | 100 pcs | $0.00-$0.03 | 0 days |
| Iron-on film | 100 pcs | $0.03-$0.08 | 0-1 day |
| Pressure-sensitive adhesive | 300 pcs | $0.04-$0.12 | 1-2 days for liner cutting |
| Hook backing only | 100-300 pcs | $0.08-$0.25 | 1-3 days |
| Hook plus loop set | 300 pcs | $0.15-$0.45 | 2-4 days |
| PVC sew groove or bonded hook | 300 pcs | $0.10-$0.40 | 2-5 days; mold changes may add more |
6. Thickness, Hand Feel and Garment Compatibility
Backing changes hand feel as much as it changes function. A 70 mm woven patch may remain flexible with only heat-seal film, but the same patch with full hook backing can become stiff enough to lift from a curved cap panel. For hats, sleeves, polos and lightweight jerseys, request a bend check on the pre-production sample instead of approving only a flat photo.
As working ranges, embroidered sew-on patches are commonly 1.5-2.5 mm thick, iron-on versions 1.6-2.7 mm, and hook-backed versions 2.4-3.8 mm. Woven patches are usually 0.7-1.2 mm sew-on and 1.6-2.5 mm with hook. PVC is heavier: a 70 mm PVC patch at 3 mm thickness may weigh 12-25 g depending on shape, relief depth and backing.
Always specify the target substrate when known: 180 gsm cotton jersey, 280 gsm cotton twill, 300D polyester Oxford, 210T nylon, softshell laminate, wool blend or felt cap panel. A heat bond that passes on a plain lab swatch may fail on a finished jacket with DWR coating, seam curvature or silicone softener. If the substrate is unknown at sourcing stage, sew-on is the safest default.
7. Sampling, AQL Inspection and Packing Controls
Backing should be verified at sample stage with simple functional checks. A pre-production sample report should include front photo, reverse photo, finished size, total thickness measured by caliper, backing material, backing position, edge cleanliness and the heat-press settings used by the factory. For critical programs, request 5-10 pre-production samples so peel, bend and wash checks are not based on a single good piece.
For mass inspection, AQL 2.5 for major defects and AQL 4.0 for minor visual defects are common unless the buyer requires stricter sampling. Major defects include wrong backing type, missing hook area, adhesive contamination on the front, backing offset over 1.5 mm, edge lift over 2 mm before use, hook panel delamination under light manual peel and total thickness outside the approved range by more than 0.5 mm. Minor defects include liner wrinkles, thread ends under 3 mm and slight reverse-side shade variation not visible from the front.
Packing affects adhesive performance. Iron-on and sticker-backed patches should not be bulk-packed under heavy compression or stored in hot containers because adhesive can block, transfer or deform. For retail programs, individual OPP bags with backing cards are common. For garment factories, labeled inner bags of 50 or 100 pieces are more efficient. Keep carton weight under about 15 kg for chenille, raised embroidery and PVC to reduce crushing.
- Request 5-10 pre-production samples when backing performance is critical.
- Measure total thickness at three points and record the average in millimeters.
- Test iron-on patches on the actual garment fabric before bulk approval.
- Check hook-backed patches for offset, loose corners, rough edge feel and delamination.
- Classify wrong backing as a major or critical defect, not a minor appearance issue.
- Separate SKUs with different backings by labeled inner bag and carton mark.
8. RFQ Backing Block Buyers Can Copy
The most reliable way to prevent backing disputes is to write a separate backing block for every SKU. Do not rely on front artwork notes. For example: 75 mm embroidered patch, 100% thread coverage, merrowed edge, hook backing only, black hook, hook inset 0.8 mm from edge, total thickness target under 3.2 mm, backing offset tolerance ±1.0 mm, AQL 2.5 major, packed 100 pieces per labeled inner bag.
For iron-on, add the fabric and bond target: woven patch, 60 mm, heat-seal film 100-140 microns, apply at 155°C for 15 seconds at medium pressure on 280 gsm cotton twill, no edge lift over 2 mm after 24 hours, pass 3 domestic washes at 40°C with no more than 5% edge lift. For sew-on, state no adhesive, clean reverse, 2.5 mm flat sew zone and border included in finished size. For pressure-sensitive adhesive, state clearly that it is for positioning or display only and is not washable.
For mixed programs, send a spreadsheet with columns for design name, patch type, finished size, border, backing, backing color, target garment, MOQ, FOB target, sample requirement, test requirement and packing. ZheCraft can combine embroidered, woven, chenille and PVC patches in one order, but production is cleaner when backings are approved by use case rather than forced into one universal construction. The small amount of detail in the RFQ usually prevents the larger cost of rejects, rework and late shipment.
Have a project? Send your artwork and target quantity and we’ll reply with a detailed quotation within 12 working hours.
Ready to get this made?
Send your sketch, target quantity and ship-date. Detailed quotation in 12 hours.



