Defect Classes for Custom Enamel Pins: AQL Inspection Specs
Why a good sample can still lead to a disputed shipment
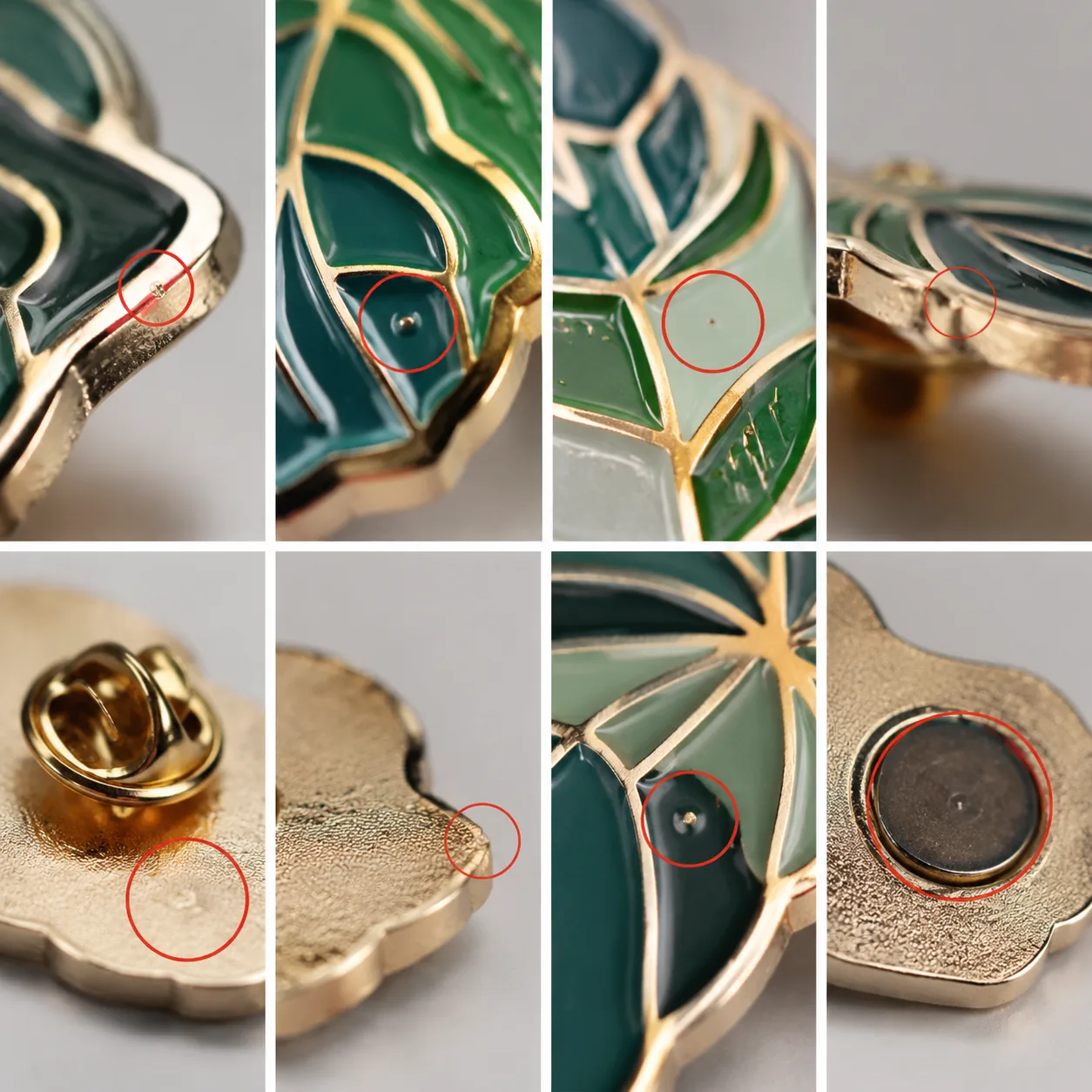
The most common quality dispute on custom enamel pins is not whether a shipment is broadly acceptable. It is whether a specific flaw should count as critical, major, minor, or normal process variation. A buyer approves a clean pre-production sample, then receives 5,000 units with tiny plating dots, slight enamel sink, tilted posts, or color specks. Without a written defect standard and AQL plan, both sides end up arguing from opinion instead of measurable criteria.
For pins, brooches, keychains, coins, and small metal badges, inspection rules should be agreed before mass production starts. The standard needs to define defect classes, viewing conditions, sampling level, acceptance numbers, and what happens if the lot fails. At ZheCraft, we use this structure on export orders because it lets procurement teams compare the shipment against the approved sample without demanding impossible perfection.
This guide fits zinc alloy, brass, iron, and stainless steel promotional metal items from 20 mm to 60 mm, including soft enamel, hard enamel, printed, epoxy dome, and plated finishes. It is written for buyers who already know the artwork and construction, but need a shipment acceptance standard a factory, third-party inspector, or distributor can actually apply.
| Typical order tier | MOQ | FOB price range per piece | Production lead time after sample approval |
|---|---|---|---|
| Simple soft enamel pin, 20-30 mm | 100-300 pcs | USD 0.45-0.95 | 10-14 days |
| Standard soft enamel pin, 30-40 mm | 300-500 pcs | USD 0.65-1.20 | 12-16 days |
| Hard enamel pin or epoxy dome | 300-500 pcs | USD 0.85-1.60 | 14-18 days |
| Die-cast or 3D metal badge | 500-1,000 pcs | USD 1.20-2.20 | 16-22 days |
| Rush production | Usually 300 pcs minimum | Base price +10% to +20% | 6-10 days if materials are ready |
Lock the inspection conditions before judging defects
A defect standard only works if everyone inspects under the same conditions. For most custom pins and metal giveaways, visual inspection should be done at 30 cm viewing distance, under 600 to 1,000 lux neutral white light, with the product held at a normal viewing angle for 3 to 5 seconds per side. Magnifiers should not be used for general cosmetic grading unless the product includes micro text, serial numbers, QR codes, or safety-critical marking.
The approved sample should sit beside the inspected units, not live in someone’s memory or a phone photo. For plated parts, inspect both flat and tilted angles because scratches, cloudy plating, and orange-peel texture can disappear at one angle and appear at another. For enamel-filled parts, inspect the front first, then the edge, then the back, because most buyer-facing defects are on the front while most functional defects are on the back attachment.
Inspection should happen after polishing, plating, enamel curing, attachment welding or soldering, cleaning, individual packing, and carton packing. Checking before polybags can miss packing scratches; checking before cartons are sealed can miss mixed designs, wrong backing cards, and quantity errors. For urgent orders, do not skip final inspection to save half a day. Rework after export costs far more than the inspection window.
| Inspection item | Recommended condition | Why it matters |
|---|---|---|
| Viewing distance | 30 cm for cosmetic defects | Prevents rejecting invisible micro-marks |
| Lighting | 600 to 1,000 lux neutral white | Makes plating and color issues visible |
| Viewing time | 3 to 5 seconds per side | Matches realistic customer viewing |
| Reference | Approved golden sample on table | Controls subjective judgment |
| Measurement tools | Caliper, thickness gauge, pull tester when needed | Separates visual defects from dimensional failures |
Classify defects by risk, not by emotion
A practical pin inspection standard should separate defects by risk. Critical defects affect safety, legal compliance, or basic use, and the acceptance number should be zero. Major defects affect appearance, brand presentation, or function enough that a normal customer would complain. Minor defects are small cosmetic variations that are visible on close inspection but unlikely to trigger a return when the product is used as intended.
For B2B promotional orders, a common starting point is AQL 0 for critical defects, AQL 2.5 for major defects, and AQL 4.0 for minor defects, using ANSI/ASQ Z1.4 or ISO 2859-1 single sampling at General Inspection Level II. For premium retail pins, museum products, and licensed collectibles, tighten major defects to AQL 1.5 and minor defects to AQL 2.5. For low-cost event giveaways under tight budget, AQL 2.5 and 4.0 is usually realistic; demanding AQL 1.0 on a USD 0.45 pin often raises cost and lead time without improving the sell-through rate.
Do not build a defect list with 40 vague items and no severity. Define 10 to 15 common defects with clear thresholds. The more measurable the limits are, the less time is wasted during production and final inspection.
| Defect type | Typical severity | Suggested limit |
|---|---|---|
| Sharp burr, exposed metal point, or cut risk | Critical | No acceptable units |
| Loose post, unsafe magnet, broken keyring, or detached clutch | Critical | No acceptable units |
| Wrong design, wrong plating family, or wrong Pantone family | Major | No acceptable units in the inspected sample unless sorted |
| Front enamel missing over 0.5 mm | Major | Reject if visible at 30 cm |
| Plating stain or dark spot on front over 1.0 mm | Major | Reject if visible at 30 cm |
| Backside plating dot under 0.5 mm | Minor | Accept if not clustered |
| Tiny enamel bubble under 0.3 mm | Minor | Accept if not on logo face or text |
| Dimension outside drawing tolerance | Major | Reject if outside agreed tolerance |
| Scratch from individual packing | Minor or major | Grade by location, length, and visibility |
Set enamel, plating, and print limits that a factory can actually hold
Enamel and plating create most cosmetic disputes because they are semi-manual processes on small parts. For soft enamel, a slight recessed fill is normal. If the enamel surface sits 0.1 to 0.3 mm below the metal line and the color is complete, it is usually acceptable. If the fill is patchy, missing, or visibly underfilled on a logo face or text area, it should be classed as a major defect. For hard enamel, the surface should be polished nearly flush with the metal lines, but small polishing traces can remain on large flat areas.
For color, specify Pantone Solid Coated references and allow a realistic tolerance. A Delta E target below 2.0 is difficult on enamel because resin, metal base, and curing temperature all affect appearance. Delta E 3.0 to 5.0 is more practical for most promotional work. If the color is brand-critical, approve physical enamel chips or a pre-production sample instead of relying only on a digital proof. For transparent enamel, glitter, glow-in-the-dark, and pearlescent effects, expect wider batch variation.
Plating standards should name the finish, base metal, and minimum thickness. For common promotional pins, nickel, black nickel, gold, antique brass, and rose gold are typically 3 to 5 microns on visible areas, with thinner coverage in deep recesses. Premium orders can specify 5 to 8 microns, but this increases cost and can soften very fine detail. For printed pins or epoxy dome products, also define ink density, dome clarity, and cure resistance instead of assuming plating rules cover everything.
- Soft enamel fill: accept 0.1 to 0.3 mm recess if smooth and complete
- Hard enamel surface: accept fine polishing lines, reject exposed pits on the front face
- Plating thickness: 3 to 5 microns for standard promo use, 5 to 8 microns for premium wear
- Pantone tolerance: approve a physical sample for brand-critical colors
- Front-side defect rule: stricter than back or edge because it carries the brand image
Match dimensional tolerances to the construction method
AQL inspection should not only check appearance. Pins and small metal badges also need dimensional limits because tiny changes affect packaging fit, perceived value, and attachment strength. For die-struck brass or iron pins from 20 mm to 40 mm, a common outline tolerance is plus or minus 0.2 mm. For zinc alloy die-cast pieces, plus or minus 0.3 mm is more realistic, especially with irregular outlines, openwork, or 3D relief.
Thickness should be specified separately from overall height. A 1.5 mm soft enamel pin may measure 1.5 mm at the base metal, but the total height including post, clutch, or epoxy dome is much larger. If a pin must fit into a presentation box, foam insert, or retail blister, ask for total assembled height and tolerance. For epoxy dome pins, dome height commonly varies by plus or minus 0.2 mm depending on surface area and resin flow.
Attachment placement is another common cause of returns. For a single post on a 25 to 35 mm pin, the post position should normally be within plus or minus 0.5 mm of the drawing location. For two-post anti-rotation designs, center-to-center spacing should be held within plus or minus 0.3 mm when the pin fits into a custom card or jig. For brooch bars, specify horizontal alignment tolerance, usually within 2 degrees, because a tilted bar makes the badge hang badly on fabric.
| Feature | Typical tolerance | When to tighten |
|---|---|---|
| Die-struck outline | Plus or minus 0.2 mm | Retail sets or fitted trays |
| Die-cast outline | Plus or minus 0.3 mm | Matching pairs or precise cutouts |
| Base thickness | Plus or minus 0.1 mm | Premium coins or weight-sensitive sets |
| Epoxy dome height | Plus or minus 0.2 mm | Blister or box clearance needed |
| Single post location | Plus or minus 0.5 mm | Small pins under 20 mm |
| Double post spacing | Plus or minus 0.3 mm | Pre-punched backing cards |
Choose the right AQL sample size and rejection rule
AQL does not mean the factory is allowed to ship defective products on purpose. It is a statistical acceptance method for deciding whether a production lot is likely to be acceptable based on a random sample. The buyer, factory, and inspector should agree on the inspection level before production. General Inspection Level II is the normal choice for custom pins, keychains, coins, and magnets because it balances inspection cost and risk.
For example, under ANSI/ASQ Z1.4 Level II, a 1,200-piece lot normally uses code letter J, which means an 80-piece sample. At AQL 2.5 for major defects, the lot is accepted if 5 or fewer major defects are found and rejected if 6 or more are found. At AQL 4.0 for minor defects, the same 80-piece sample is accepted at 7 or fewer minor defects and rejected at 8 or more. Critical defects should always be accept 0, reject 1.
For small production runs, AQL can feel harsh because one or two defects can change the result quickly. For orders below 300 pieces, some buyers prefer 100 percent visual inspection by the factory plus a smaller buyer-side spot check. For premium batches such as 100 to 200 VIP brooches, full internal sorting is often cheaper than a failed shipment and re-export.
| Lot size | Level II sample size | Major AQL 2.5 accept/reject | Minor AQL 4.0 accept/reject |
|---|---|---|---|
| 281 to 500 pcs | 50 pcs | 3 accept, 4 reject | 5 accept, 6 reject |
| 501 to 1,200 pcs | 80 pcs | 5 accept, 6 reject | 7 accept, 8 reject |
| 1,201 to 3,200 pcs | 125 pcs | 7 accept, 8 reject | 10 accept, 11 reject |
| 3,201 to 10,000 pcs | 200 pcs | 10 accept, 11 reject | 14 accept, 15 reject |
Apply product-specific checks for pins, keychains, and coins
Different product categories need different inspection emphasis. A soft enamel pin order should focus on front enamel completeness, plating cleanliness, post strength, and color matching. A keychain order needs stronger attention to jump rings, split rings, chain links, swivel hooks, and torque at connection points. A challenge coin order needs edge consistency, relief clarity, diameter, thickness, weight, and protective packing because coins scratch each other easily.
Functional tests should be simple but defined. For butterfly clutch pins, a practical pull test is 2 to 3 kgf for 5 seconds on the post, with no detachment or visible cracking around the weld area. For keychains, a 5 kgf static pull for 10 seconds is a common promotional-grade check; heavier tools or luggage tags may require 8 to 10 kgf. For magnets, test that the magnet remains bonded after repeated removal from a clean steel plate, not just that it sticks once.
Some defects should trigger sorting even if the AQL number has not failed. Mixed logo versions, wrong backing cards, wrong barcode labels, unsafe sharp points, and missing attachments are examples. If these appear in the sample, the factory should isolate the lot and check the full order because they usually come from process mix-ups rather than random variation.
- Pins: prioritize front enamel, plating, post location, and clutch fit
- Keychains: prioritize ring gap, chain strength, plating wear points, and edge burrs
- Coins: prioritize diameter, thickness, weight, relief clarity, and scratch control
- Magnets: prioritize adhesive bond, magnet grade, pull force, and backing alignment
- Patches: prioritize border cleanliness, thread color, backing film, and heat-cut edges
Budget for tighter inspection before you place the order
Tighter quality requirements are possible, but they are not free. A standard custom enamel pin order of 1,000 pieces may use MOQ 100 to 300 pieces, mass-production lead time of 12 to 18 days after sample approval, and FOB pricing from about USD 0.45 to USD 1.20 per piece depending on size, plating, color count, attachment type, and packaging. Larger pieces, hard enamel, 3D relief, and premium coatings push the price upward quickly.
Factory-side 100 percent visual sorting for pins usually adds USD 0.02 to USD 0.08 per piece, depending on defect complexity and whether repacking is required. Third-party final random inspection in Yiwu, Dongguan, or Shenzhen often costs more as a service fee than the sorting labor itself, so it is most economical for larger orders, sensitive launches, or first-time suppliers. If the shipment is under USD 1,000 total value, a detailed internal QC report with photos is often more practical than hiring an outside inspector.
Lead time changes when inspection fails. A normal final QC and packing window may be 1 to 2 days for 1,000 to 3,000 pins. Add 2 to 4 days for full sorting after a failed inspection, and 5 to 8 days if replating or remaking part of the batch is needed. For event orders with fixed delivery dates, build this risk buffer into the purchase schedule instead of assuming the first inspection will pass.
| Quality requirement | Typical cost impact | Typical time impact |
|---|---|---|
| Standard factory QC, Level II AQL | Included in normal quote | 1 to 2 days |
| 100 percent visual sorting | USD 0.02 to 0.08 per piece | 1 to 3 days |
| Third-party final inspection | Service fee by inspector | Usually 1 day plus booking time |
| Repacking after inspection | USD 0.01 to 0.05 per piece | 1 to 2 days |
| Partial remake or replating | Depends on defect and quantity | 5 to 8 days or more |
Use a one-page defect sheet before issuing the PO
Before placing the order, attach a one-page defect classification sheet to the RFQ or proforma invoice. Keep it practical. Include product size, base metal, plating thickness, enamel type, attachment type, packaging method, inspection level, AQL limits, and the exact definition of critical, major, and minor defects. This sheet should be approved together with the artwork proof and pre-production sample.
Ask the factory to confirm which defects are controllable and which limits may increase cost. For example, asking for zero visible polishing lines on a large mirror-gold badge is not realistic at standard pricing. Asking for no sharp burrs, no loose posts, correct Pantone family, clean front plating, and secure individual packing is realistic and should be part of normal factory control. A good supplier will tell you where tolerances are achievable and where the design or budget needs adjustment.
If you are working with ZheCraft, send the artwork, target quantity, use case, packaging plan, and any brand-critical colors or safety requirements. We can help convert those into a QC checklist, AQL plan, and inspection photos for pins, brooches, keychains, fridge magnets, coins, patches, or lanyards. The goal is not to make production paperwork heavier; it is to make acceptance rules clear before the shipment is sitting in a warehouse and the event date is too close to fix anything.
- Define AQL before production, not after defects appear
- Approve a physical golden sample for color- and finish-critical orders
- Use AQL 0 for safety and function-critical defects
- Keep cosmetic limits realistic for the price tier and production method
- Reserve 2 to 4 days for sorting risk on time-sensitive orders
- Put defect classes, tolerances, and acceptance rules in the PO or QC appendix
Have a project? Send your artwork and target quantity and we’ll reply with a detailed quotation within 12 working hours.
Ready to get this made?
Send your sketch, target quantity and ship-date. Detailed quotation in 12 hours.



